
Hulda
Nå har jeg presentert en liten hva som kan brukes hvor når det gjelder vinkler mellom akslinger. Så fikk jeg det for meg å ta litt om gjenger, bolter, muttere. Så basic, hva er en gjenge. Det er et sammerullet skråplan:
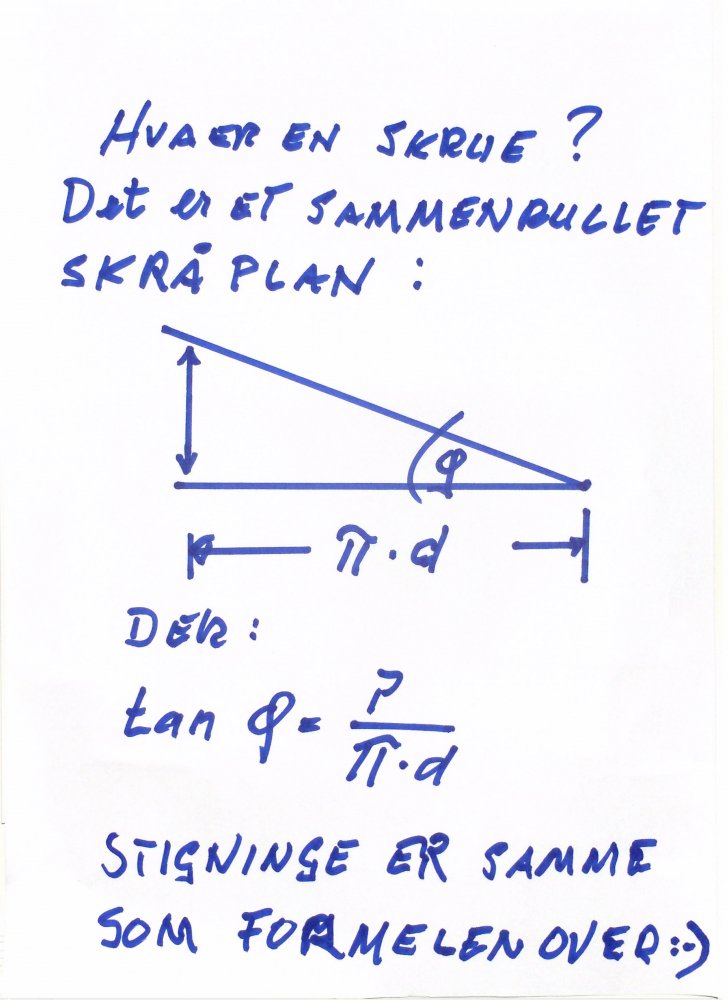
Det er ikke jeg som har funnet på det, men hvem det var, vet jeg ikke. Gjengestigningen kan utledes av formelen over. Men det er kort og godt hellingen på hypotenusen. Verken mer eller mindre. Tar selvkritikk på stavefeil. Så kan man hevde, FRIKSJON har ingenting med hvorvidt noe skrur seg opp, det er strekket i bolten som er greia. Se på topplokkbolter, de funker bare med strekk. OK, kjøper den. Da tar vi en praktisk test. To planker fra bakken opp på et lasteplan, det er gjengen med stigning. Opp der skal vi rulle et tohundreliters fat med rødvin. Vi blir slitne halvveis og slipper fatet. I den forvissning at det ikke ruller tilbake. De fleste fatter resultatet. Det er ikke en dritt på denne planeten som hadde holdt seg i ro i en elevert fase, om det ikke hadde vært for friksjon. Spør Newton. Nr. 1.
Neste mysterium er strekkfasthet og der må vi være, og det er riktig:
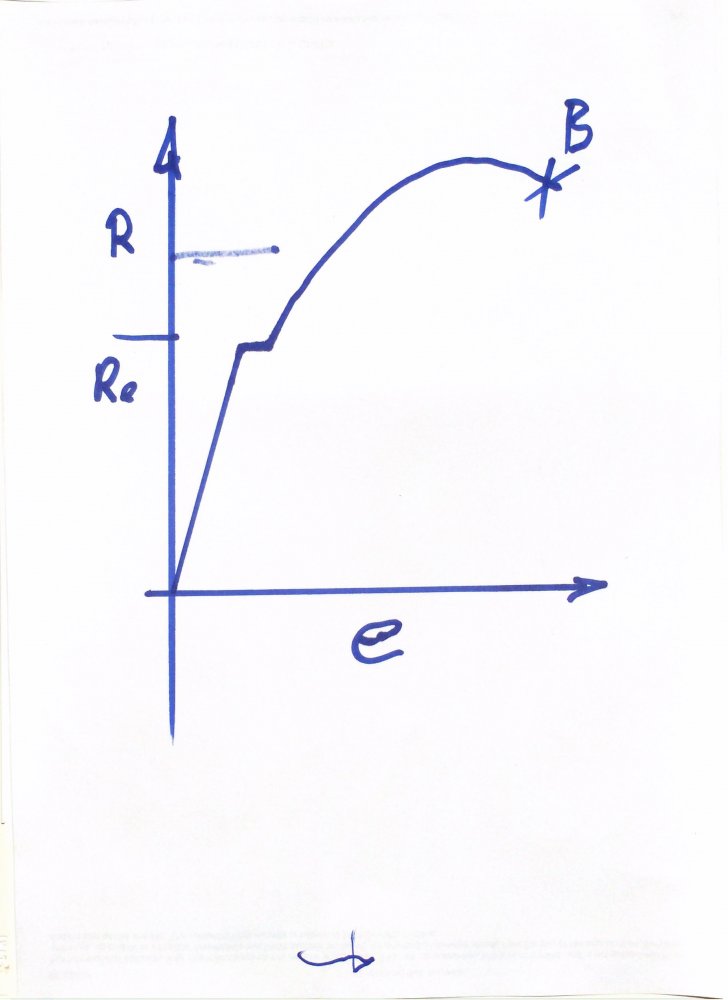
Strekkfasthet i karbonstål ser slik ut som over. Litt forklaring: Liten 'e' er kraften vi påfører bolten. Vertikalen Re er tøyningen, som om vi strekker en strikk. Det kommer en knekk på kurven. Denne knekken kalles Curiepunktet. Etter hun med atomene. Her omorganiserer atomplan og lokasjoner seg. Går ikke nærmere inn på det. Over det famøse punket, er ikke lenger kurven en rett linje. Den antar heller en del av en parabel, med et kryss uti der. Og der skjer et brudd. Hele parabelen er en funksjon av at jo mer kraft vi påfører, dess tynnere blir skruen/bolten. Definisjonen på Re er strikkprinsippet, når strekket blir avlastet, skal bolten tilbake til utgangspunktlengden innen 0,2% av det opprinnelige. Dette er slikt jeg drar rett ut av topplokket, gidder ikke kverulative kommentarer :-)
Strekkfasthet gis i tall som 8.8 osv. Kurven Re over blir slakkere jo 'svakere' bolten er. Parabelen blir kortere jo mer herdet bolten er. Herding er ofte karbon (C) som er i stålet og funker som låsing av dislokasjonene. Der er også her mekanisk herding kommer inn. Man utløser dislokasjoner. Dette er ingen lærebok i stålprosesser.
Topplokkbolter sitter bare på strekket, friksjon har ingenting med dette å gjøre. Det er poker'n at jeg har sendt en kasse med topplokkbolter til omsmelting. For en del av dem hadde, underlig nok, et blått belegg på gjengene. Det er gjengelim. Loctite i fast form. Dessuten hadde de krage, hvorfor? Jo for å gi en stor flate mot topplokket for øket friksjon. Dette vet vi som har vært mekanikere noen tiår. Ikke ingeniør, bare vanlig skrumekaniker.
Passbolter er bra:

Visst er det slik, så lenge gjengene holder. Disse gjengene røk på vei ut. De andre 8 kom ferdigrøket ut. Et nav som overførte 700 kW ved 1800 rpm. Hva er det mitt øye skuer?? De har brukt taggskiver! Kan det være nødvendig da, når strekke tar seg av alt? With Courtesy of Metastream Couplings, MOSS-800- osv..... Men dette er altså passbolter. Vi beregnet vel, jeg jobbet der, at 70 % av kraften ble overført via friksjon og 30 % av skjær. Disse boltene kostet skjorta. For det første en eller annen 'fin' legering, rullede gjenger og en rullet radie under bolthodet. Ingen skarpe kanter og bruddanvisninger på disse boltene.
Mer om gjenger. Den gangen hadde vi en del gjengetyper som kun skulle kunne skrus inn en gang. Noen låsegjenger kunne trekkes to ganger i hht. Company spec.
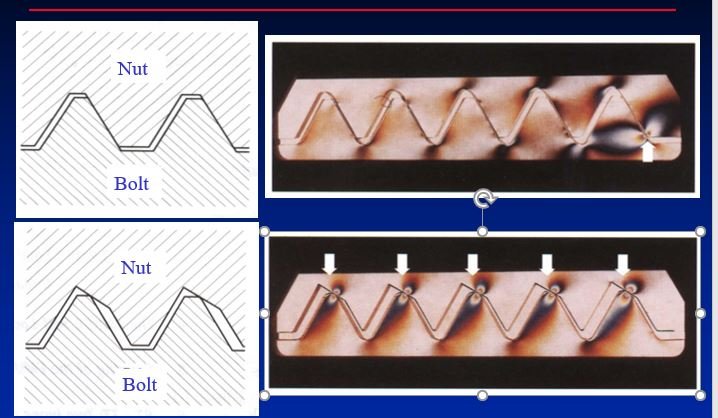
Øverst er vanlige gjenger. Der som er verd å merke seg, og det var formålet med dette bildet, er at gjengen ved pilen pekende oppover bærer mesteparten av lasten. En elendig lastfordeling, og mulighet for deformasjon og brudd ved hård tiltrekking. Derfor gikk man på en del koplinger over til låsegjenger. Her blir lasten, og friksjonen, nokså jevnt fordelt over hele gjengepartiet. Altså mer strekk, mindre partiallast og låsing. For disse koplingene hadde bolter som roterte både med og mot rotasjonsretningen. Faktum er at høyregjengede bolter som roterer mot høyre har en tendens til å skru seg opp. Noen som kjenner seg igjen her? Et lite sidesprang. Jeg driver jo bare og skriver om BMW, som er nokså spesiell. Men før i tiden, den gangen alt var mye bedre, hadde en del biler høyregjengede hjulmuttre på venstersiden og venstregjengede hjulmuttre på høyresiden. Ikke BMW. Biler som MAN, Magirus og andre tyske og østerrikske last og terrengbiler, engelske som Rolls Royce og andre finere engelskmenn. Man måtte vite hvem som var hvem, så man ikke skrudde bilen til helvete. På last brukte vi kraftige saker. Så er det skårne og rullede gjenger. Skårne gjenger er slikt man får når man bruker et gjengesnitt. Bunnen av hver gjenge blir en bruddanvisning. Dette var den fremherskende teknikken tilbake til 30 år siden. Nå er det rullede gjenger som gjelder.
Noen bolter er mer beregnet på strekk enn andre:

Dette er dagens fangst på verkstedet. Fra venstre to første. Samme dia. Samme gjenger, M8. Samme sekskant, 13 mm. Men det er en liiiten forskjell. Tangen på bolten til venstre er dreid ned. Den er beregnet på et visst strekk. Bolten er altså 'svekket' for øket forlengelse over et visst parti, begge er 8.8 kvalitet. Bolt nr. 3 er bare søppel, kan sammenlignes med en gjengestang. Ikke brukbar til ting som må holde. Neste er unbrako A4, 10.9, den som skal få noe særlig brukbart strekk ut av denne korte stumpen (ref. strikkfilosofien over) skal slite. Deretter kommer to størrelser kragebolter M10 kval. 10.9. Disse tallene er et mysterium. Multipliserer vi disse tallene, 10*9, får vi 1/10 av minste flytegrense Re. Eller der materialet skal tilbake til innenfor 0,2 %.
Muttere, låsemuttere er bare noe tull. Der er strekket som holder tingene på plass. Tja. Og så er det en ting til med gjenger. Fingjenget kontra vanlig. Der er så fint med fingjenget, for man får så myyye større kraft. Ikke helt sant. Friksjonen i gjengene spiser opp gevinsten. Man kan vel tjene så der 3 %. Muttere: På bildet over en nylocmutter på et stag til en forstilling. Nyloc'en skal låse mutteren, øke friksjonen. Så hva er så poenget med å smøre gjenger som man skal låse med friksjon??? Jeg tar ikke poenget, det gjør ikke de som lager sakene heller. Mer muttere, fra samme forstillingen:

Muttere med innlagt skive. Disse er beregnet på strekkbolter, usmurte strekkbolter. Og det er låsemuttere, ikke nyloc denne gangen, men lik den som kommer under:

Engangsmutter, ikke tillatt å skru to ganger. Cluet er at mutteren er 'krympet' i toppen. Se avtrykket etter stempelet som har presset inn. Denne er også spesifisert til moment 100 Nm på tørre gjenger. Et trisk for å bruke disse om igjen er å ta en kjørner og klaske til toppen på hver langside av mutteren. Da krymper toppen og mutteren låser. Dett er ikke god latin, men det fugerer. Så har vi kronmuttere. Mye brukt i forstillinger på biler før i tiden. Toppen av mutteren hadde 'slotter'. Bolten hadde et hull. Trekk til moment og så til første stilling der slotten måter hullet. Inn med saksepinne for å låse mutteren. Ingen som trodde at strekket løste alle problemer den gangen heller.
Jeg kunne skrevet mye mer, men nå er klokken snart 22:00, og jeg vil ha meg en night cap.
Eventuelle vettuge og dumme spørsmål mottas gjerne. Kverluanter kan finne seg en annen tråd. Men ikke spør om hvorfor man bruker låsemuttere på smurte bolter, for det skjønner jeg ikke. Men jeg skjønner resten, stort sett.
Bare en ting til. Den gangen jeg jobbet med slikt. Jeg var teknisk selger, jeg avanserte ikke til skrugutt før senere. Men da gutta trakk til bolter med momentnøkkel, fikk de kun trekke med nøkkelen 10 ganger. Så skulle de bort på den sertifiserte kalibreringsklokka og sjekke at nøkkelen var innafor. Når vi kontrollerte strekket i boltene, var strekket uansett som Høyvekta i Moss. Så da ble det etter hvert på moten å kontrollere strekket i boltene, ikke bare momentet. Offshore trakk vi til flenser med bolter dia 50 mm og over. De største var så vi brukte talje for å heise mutteren på plass. Så skrudde vi mutteren innpå. Satte en hylse med glugge over. Koblet på jekk med hydraulikkaggregat. Strakk bolten til angitt lengde. Pirket mutteren til kontakt gjennom glugga og slapp av trykket. Da ble det kontrollert strekk. Vi visste på hundredelen hvor vi lå på kurven Re.
Kl. 21:59
God natt!