Tyggen
VAKUUMSTØPING
Det er i hovedsak to måter å vakuumstøpe noe på.
Metoden som for eksempel Ryds bruker på noen av båtene sine er at glassfiber blir lagt i formen, deretter dekkes det hele med plast folie og innløp for polyester på taktiske steder. Så settes det på vakuum og glassfiberlaget blir presset sammen samtidig som polyesteren blir trukket igjennom glassfiberen og fyller den. Laminatet blir således helt optimalt med styrke i forhold til vekt, helt uten luftporer.
Måten jeg skal vise og forklare er litt enklere, fordelen med dette er nettopp at matten/duken blir presset sammen eventuelt ned til underlaget og all overflødig epoksy blir presset ut av laminatet.
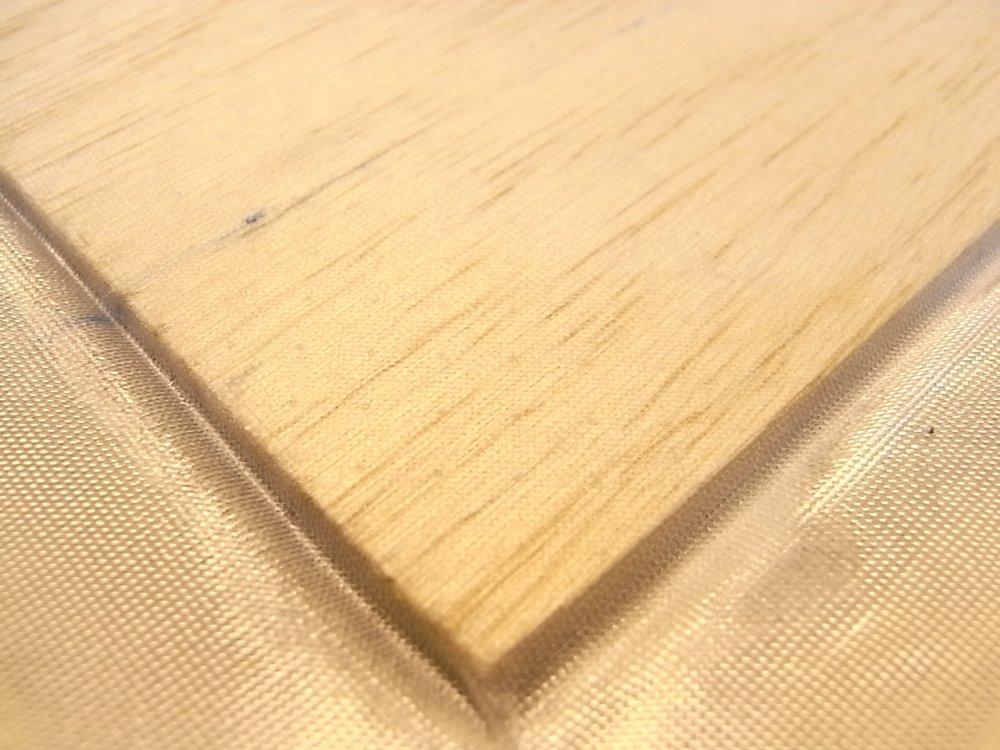
Her lager jeg en liten material plate av balsa kjerne med to lag av 50g glassfiber på hver side, de to lagene har forskjellig fiber retnings orientering for optimal styrke og stivhet, ett lag med veven i 0/90 grader og ett lag i 45/45 grader.

Jeg skal forklare hva som vises på blidet;
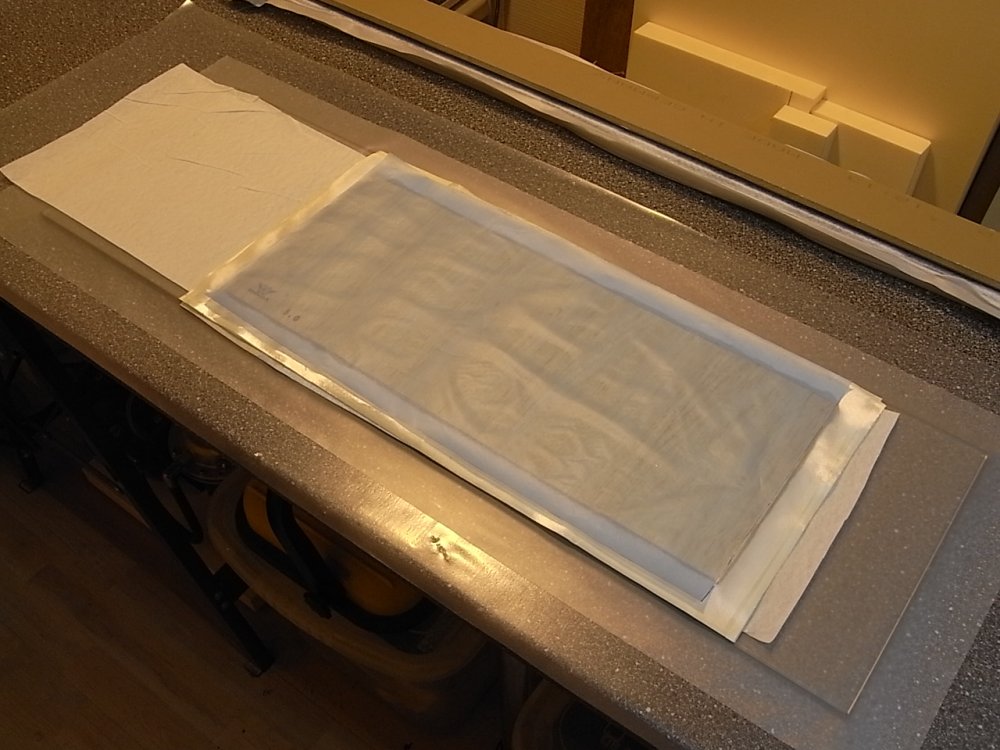
Lengst vekk på bordet ligger det først ned mot bordet et stykke plast folie (henger litt utforbi kanten av bordet), dette er helt vanlig byggfolie/fuktsperre og det er bunnen av vakuum posen.
Oppå den ligger det en glass plate, denne er for å skape en helt flat og rett materialplate ettersom material platen/laminatet vil bli presset ned mot denne. Dette er ikke nødvendig hvis man skal bruke kryssfiner som kjernemateriale. Oppå glassplaten ligger ett nytt lag med plastfolie for at støpet ikke skal feste seg til glassplaten. Øverst ligger et lag med puste duk, til det kan man bruke for eksempel ett eller flere lag med kjøkken/tørkepapir, eller for eksempel et eller flere lag med avrivningsduk, svart plantejord dekke på rull i flere lag eller man kan også få kjøpt pusteduk som er beregnet for formålet. Pusteduken bør ha litt volum, spesielt hvis det er snakk om å støpe med en tykk glassfiberduk eller mange lag med glassfiber. Jeg har brukt polerings filt på rull men det er unødvendig luksuriøst.
Så metter jeg duken på den første siden av kjernematerialet, hold forsiktig duken ned og bruk rullen eller penselen i samme retning som vev-orienteringen. Prøver man å stryke ut epoksyen i 45 grader på tvers av fiber-orienteringen er det lett for å deformere duken og lage folder, her ligger det øverste laget i 45 grader;


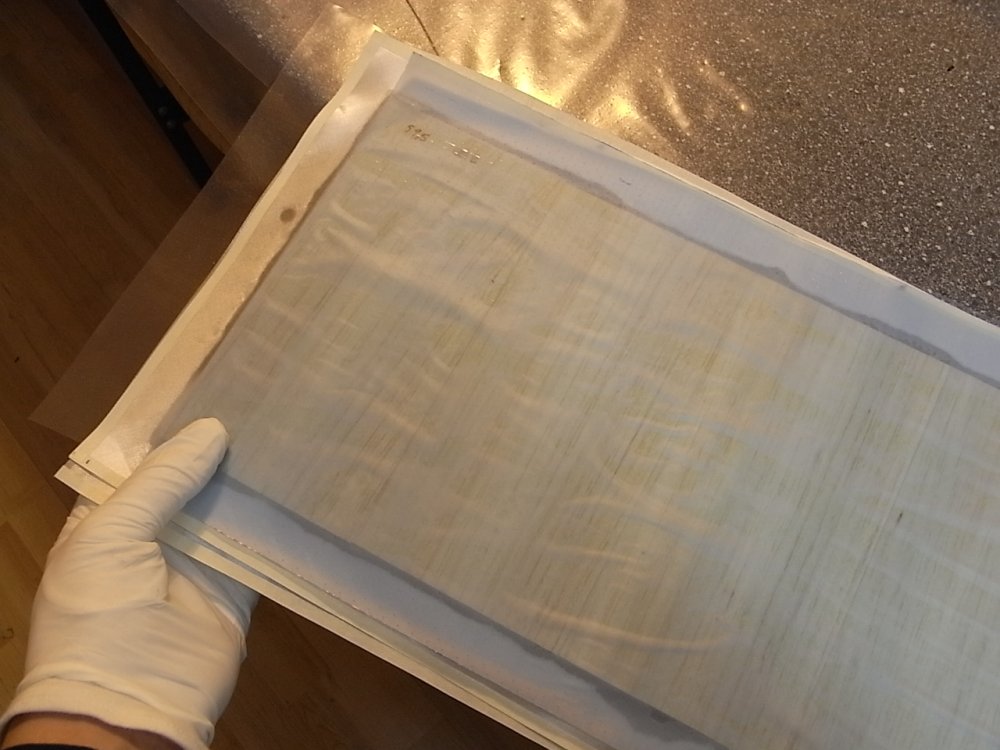
Så legger jeg på en perforert plastfilm, denne er spesielt for formålet. Det er en tynn plastfilm som er perforert med små luftehull omtrent hver kvadratcentimeter. Denne er fin på bruke på rette flater, skal man støpe noe med omfattende kurvatur i overflaten kan man bruke avrivnings duk istede. Dette er et separasjonslag for at pusteduken ikke skal bli en del av laminatet. Så løfter jeg platen forsiktig opp og legger den med den støpte flaten ned mot pusteduken jeg har allerede lagt klar på posebunnen.


Jeg gjentar operasjonen på den andre siden av materialplaten;

Så har jeg en stripe med fugemasse rundt kanten av posen og legger noen ekstra lag med pusteduk rundt vakuum innløpet.
Fugemassen kan være nærsagt hva som helst, men jo mer seig og tykk den er jo bedre. Jeg bruker biltema multibond sakteherdende, den skal helst ikke tørke eller herde før posen skal pakkes opp igjen og laminatet er ferdig utherdet.

Så er det å starte vakuum pumpen og legge på "lokket" av byggfolie.


Trykket på laminatet er - avhengig av vakuum pumpen - ekstremt høyt. Ved -850 mBar er trykket som presser laminatet sammen tilsvarede 8,5 tonn per kvadratmeter. Det vil si at hvis man prosseserer en plate med 1 kvadratmeter flate så vil det samlede trykket tilsvare 8 små personbiler oppå støpet.
Når laminatet er ferdig utherdet klipper jeg bare av fugemasse kanten med saks for å åpne posen, så blir det ikke så mye griseri.