
mateco
Fantino skrev for 3 timer siden:Bare et innspill: Er det ikke lurt å teste om selve printet er tett ift om diesel kan ‘krype’ gjennom? Har forstått at det kan være ankepunktet mot 3D print at det har en viss porøsitet?
Dette er et litt "Skli-ut" innlegg i forhold til hva tråden egentlig handler om, men jeg kunne ikke dy meg. Ha meg unnskyldt!
Jeg er av den formening at PLA filamentet er like solid, og "tett" som annen vanlig plast-produkter!
Når det gjelder det ferdige utskrevne produkt så kan kvaliteten mhp porøsitet variere med de parametrene som er satt i Slise-programmet.
En "pyntegjenstand" krever ikke samme kvalitet på utskriften. Man kan da endre parameterne for å gjøre jobben kjappere.
Dette sensorhuset er laget med et Designprogram (SketchUp), deretter export i 3D filformat som Slise-programmet (Creality Slicer 123) forstår, og her blir Parameterne for selve utskriften satt og videre blir filen konvertert og sendt til selve skriveren som utfører jobben.
Her et bilde som viser de gitte Parameterne for denne jobben:
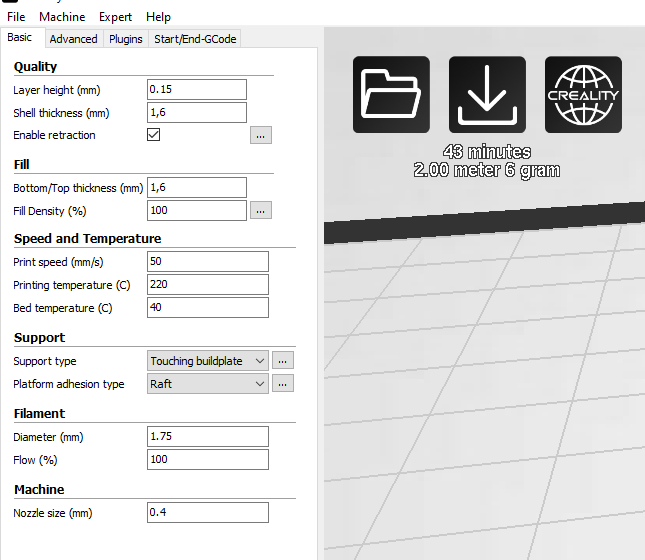
Disse parameterne er solide og kan benyttes for en gjenstand som skal utsettes for stress (til en viss grad), men som angitt vil den bruke laaaang tid for å gjennomføre utskriften på den lille nippel-greia.
Man kan selvfølgelig få skriveren til å gjøre jobben mye raskere.
Forandre Layer height fra 0.15 mm til 0.30 mm vil halvere antall lag og nesten halvere tiden.
Legge inn Fill Density fra 100% til 20% og spare tid og filament.
Øke skrivehastighet fra 50mm/sek til 75mm/sek for å spare tid.
Temperaturen må være såpass at god sammensmelting sikres. Enkelte skrivere har her begrensninger.
Men med slike Parametere så øker også sjansen for porøsistet da det er fare for at der dannes bittesmå kanaler mellom utskrift-strengene som skriveren legger.
Hvis størrelsen på dysen er satt feil i forhold til den som egentlig står i skriveren så vil også dette kunne medføre kanaler og porøsitet
Nedenfor en skjermdump av et lag i sensorhuset:
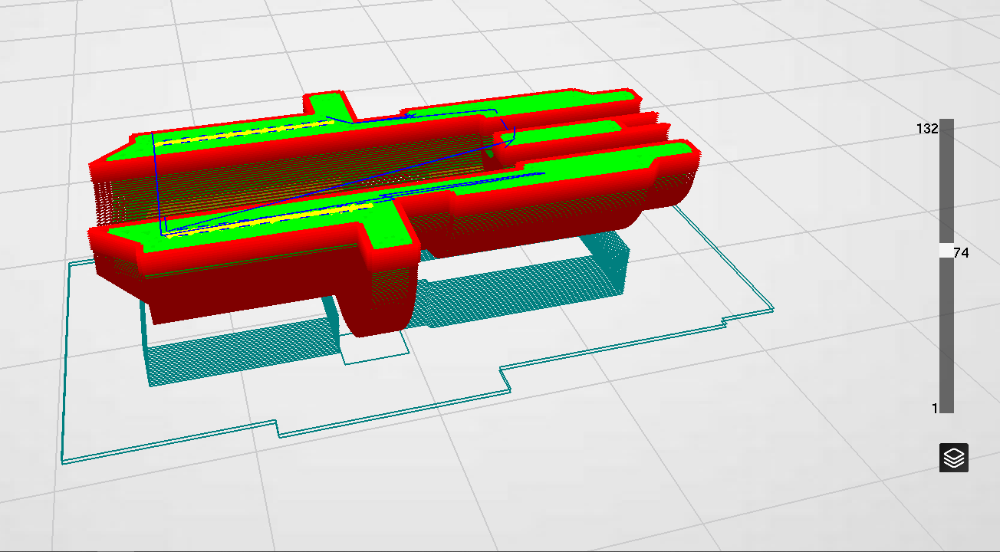
Her er det brukt de parameterne som bildet over viser. De 4 første lagene danner "beddingen" som arbeid-stykket skrives ut på sammen med nødvendige støtteramme. Selve sensoren består altså av 127 lag med 0.15mm.
Tror denne skal være temmelig tett i PLA'en.